ǰ �� �ȴ����ǽ��������Ϸ����ض��Ľ����м��ȣ����º���ȴ�����ı���ϱ�����ڲ��Ľ�����֯�ṹ�����õ�������Ҫ�IJ������ԡ�����һ�ź����ѧ�ʣ������һ�������鶼д��ȫ����ˮ��ǧ��ֻȡһư�Լ���Ҫ�ģ����˼��ɡ���Ϊ��е����ʦ������ֻ��Ҫ���ع�עһЩ��Ƴ��ò����ȴ���֪ʶ���ˡ� һ�������˽�����ȴ��� ��1���˻� ���գ����ּ������ʵ��¶ȡ������¡���¯�� Ŀ�ģ� ����Ӳ�ȣ�������ԣ�Ϊ�����ӹ����� ������Ӧ�� ϸ�����壬Ϊ�����ȴ�������
��2������ ���գ�������������Ac3����30-50�ȡ������¡���ȡ������/��ˮ/������ȴ�� Ŀ�ģ�ʹ����ϸ����̼����ֲ����Ȼ������ܺ��˻��е����ƣ������������𣬺��Ļ�����Աȡ� ��3����� ���գ����ּ������ٽ�����ϡ�������һ��ʱ�䡪��������ȴ Ŀ�ģ���߸ֵ�ǿ�ȣ�Ӳ�ȣ���ĥ�ԣ����ԣ�ƣ��ǿ�����������ԣ���ʴ�� ��4���ػ� ���գ������������¼��ȡ������¡�������/ˮ��/���� Ŀ�ģ� �����������Ӧ�� ��������ۺ����ܣ�����������ǿ�ȣ�Ӳ�ȣ����Ժ����� �ȶ��ߴ磬��֤����
��5������ ���գ�����=���+���»ػ� Ŀ�ģ����ڲ��ϸ�ǿ�Ⱥ����ԣ�����ۺ����ܺõ���� ��6��������̼/����/�軯 ���գ����������ȡ������������������Ӧ��ԭ�� Ŀ�ģ���ñ���Ӳ�ȸߣ�о�����Ժõ���� �������� 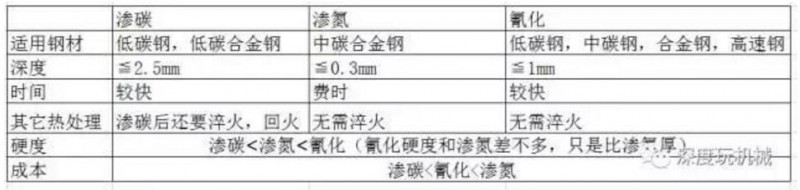
�ۺ���������̼�������Ǹ�����ɫ���軯�൱���ۺ��˶��ߵ��ŵ㣬ȱ��������ϱ����ײ�����ɫ��֯�� ��7�����ڣ������� ���գ����ȡ�������ҩҵ���ݡ����γ�����Ĥ Ŀ�ģ��������ʴ�����⣬��Ч��һ�㡣 ��8�����ܴ��� ���գ������ϼ��ȡ������¡�����ʣ�����ܽ⡪��������ȴ �˹����е����𣬵��Ǽ��ȵ��¶Ȳ�һ�����õ���Ч����һ���� ͨ����������+��+ˮ���������ͱ��Dz��ܣ������õ����� Ŀ�ģ����ƸֺͺϽ�ֵ����ԣ����� ��9��ʱЧ���� 1.�˹�ʱЧ ���գ����»ػ���ӹ�ǰ�������Ȳ�����100-150�ȡ�������5-20Сʱ�� Ŀ�ģ��ȶ������Ƽ��ijߴ磬��������Ӧ�� 2.��ȻʱЧ ���գ�����������������ʱ����� Ŀ�ģ��ͷŲ���Ӧ�������ƻ�е���ܣ��ȶ��ߴ� ����Ū���˻�����ͻػ� �İѻ��У����û��˵�����ܶ�һ�������������⣬���������ѻ�����������Ǹ��Ʋ������ܵ����ã�������죬���������£� �˻�����һ�㷢���������ʹ��ǰ�����Ƕ�������Ҫ�ߵĹ���Ҳ�ɴ���ػ���Ϊ�����ȴ����� �˻�������ͬ���ܴﵽҪ���ʱ������ѡ��������Ϊ����ɱ���ȴЧ�ʸߡ� | ��� | Ԥ���� | ԭ�� | | ����̼�֣���̼��<> | ���� | ���߶��ܴﵽҪ��ѡ���� | | ��̼�֣��Ͻ�� | �˻� | ���˴�������Ӳ��̫�ߣ����������� | | ��״���ӣ��ߴ�� | �˻� | �˻����ᣬ���ױ��Σ����� | | һ�㹤�� | ���� | ��һ�����������Ա��γɵ� |
����ļӹ����Dz���ֱ��ʹ�õģ�����̫���ϣ�����һ�㶼����лػ𣬻������һ��˵��������˻�
�������ѡ���ȴ���Ӳ�� 1. �����غ������ 
2.�����ٶȺ;��ȿ���
| ���ٻ�߾��� | һ��Ҫ��Ӳ��50��62HRC��������ᾶ̫����Ȼת�ٺܸ�(3000r/min)����������ܴ㵽�ܸߵ�Ӳ��(һ��ֻ�ܴ�220HB����)���㲻��һ��Ҫ����ٶȸ�Ӳ�ȣ���Ҫͨ��������ϼ���Ӳ�Ⱥ�������ʩ������ | | ���� | һ�������Ӳ��40��45HRC | | ���� | һ����õ�Ӳ�ȣ���������Ӳ��220��260HB |
3.�������Ħ��������Ӳ��Ӧ���вһӲһ��������ĥ | ����һ���������� | С���ֳ���Ӳ��һ��ȴ���ֳ���Ӳ�ȸ�25��40HB | | ����������ĸ����˨ | ��ĸ���ϱ���˨��һ����Ӳ�ȵ�20��40HB(���Ա���ҧ���ͼ���ĥ��) |
�ġ����ò����ȴ���Ӧ�� 

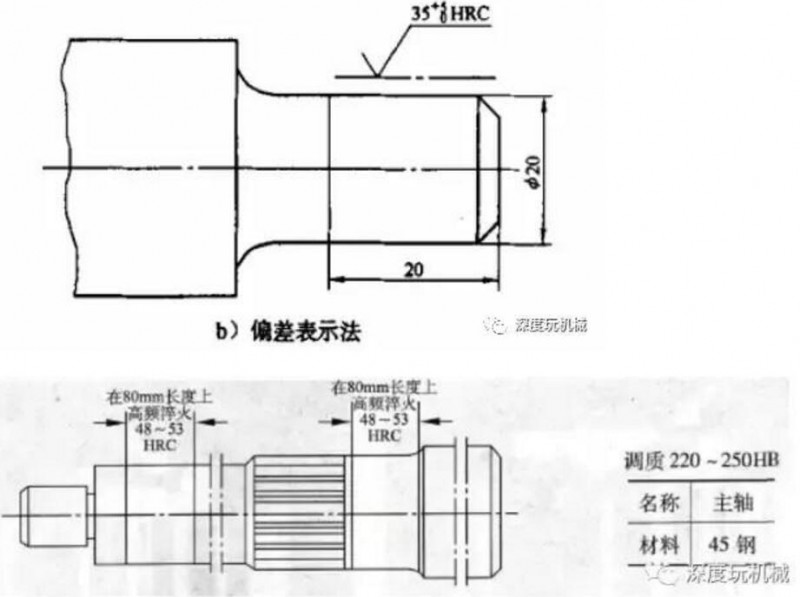
�塢�ȴ�����ע��ʽ�ο� 1.Ҫ��Ӳ�ȼ��ı귨 
2.�ֲ��ȴ�����ע

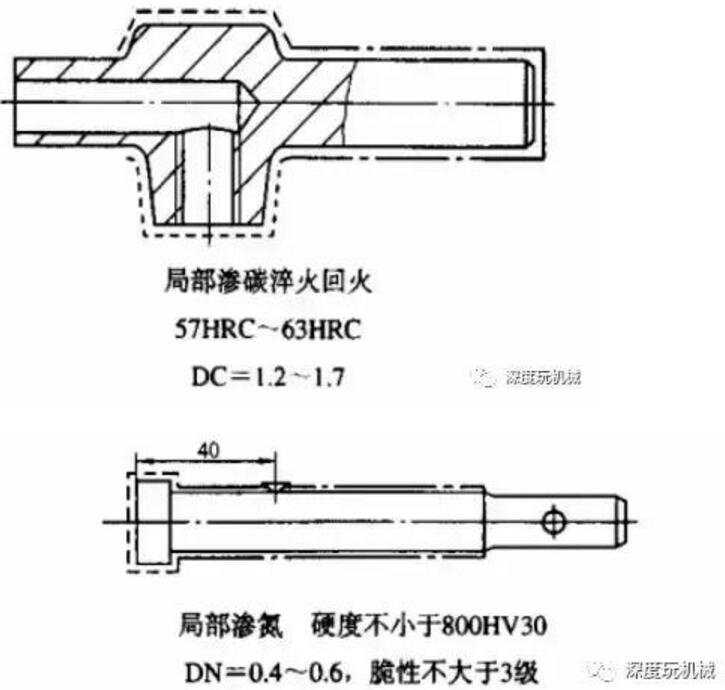
3.���洦���ı귨

4.��̼/����/�軯
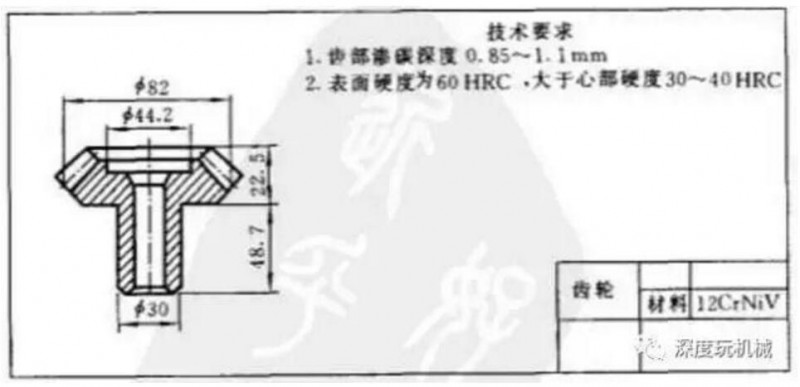
5.����Ҫ��д���ο�

6.����ͼֽ�ο�
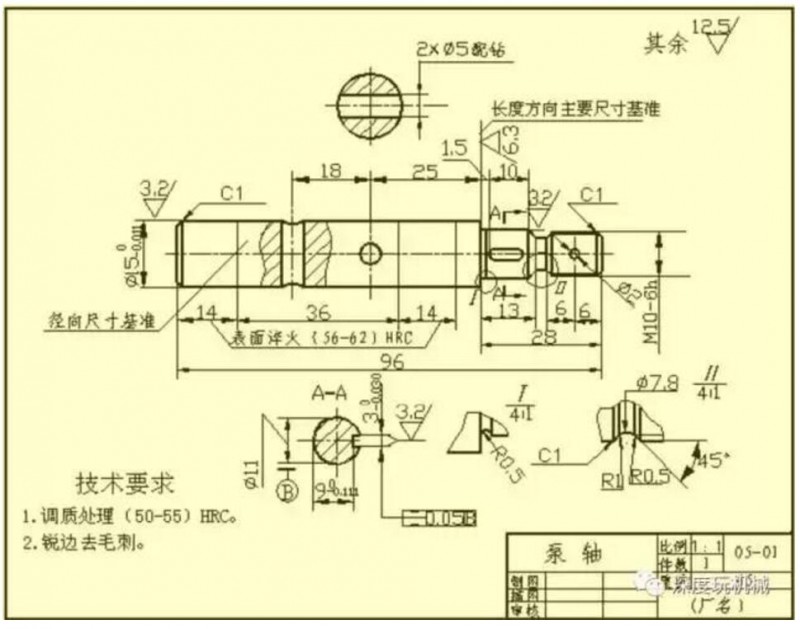
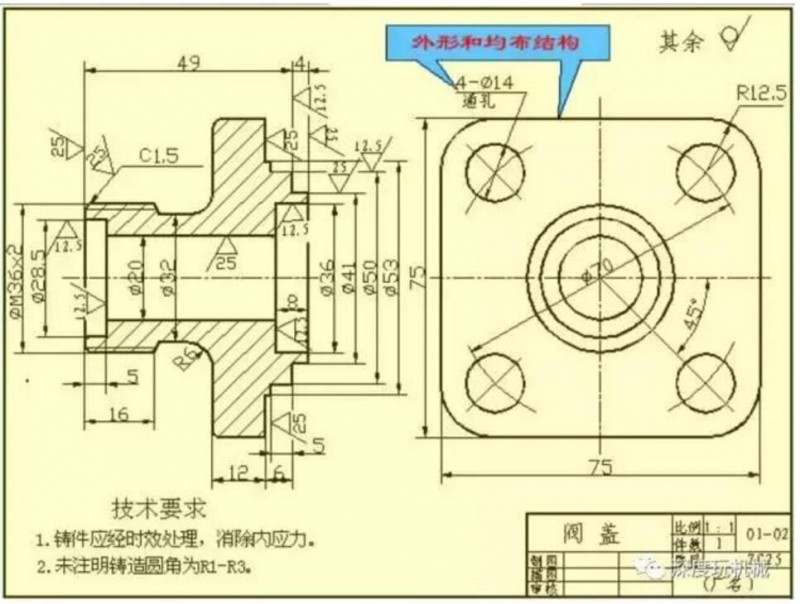
��ͼ����ͼֽ��Դ���磬��Ҫ�����ο��ȴ����ı�ע����ʵ��������������ƽϡ� | 




