л������������������ְҵѧԺ ���繤��ϵ��
ժ Ҫ����ʹ�ÿ���˿���и����ģ���ж���и�ʱ�ķ����о��з��֣����ö���и�������ģ�ļӹ����Ⱥͱ�������������һ����ǰ����������Կ���˿���и�������ʵ����죬��Ծ��幤���ӹ�������˶���и�ʱ�����빤�ղ�����
�ؼ��ʣ�����˿���и��������и�������ղ���
��ͼ����ţ�TG671 ���ױ�־�룺B
The application of multiple cutting technology in the fast wire cutting machine
Xie Dong he (Hunan automotive engineering Career Academy)
Abstract��In the use of the fast wire cutting machine for multiple cutting of the convex mold, the analysis of the use of multiple cutting process can improve the machining accuracy and surface quality, but there is a certain premise, the need to carry out the appropriate transformation of the fast wire cutting machine, for specific parts processing, put forward many times of the ideal process parameters��
Key word��Fast wire cutting machine; multiple cutting technology; process parameters
һ��ǰ��
����ģ�߹�ҵ�Ŀ��ٷ�չ�����ǶԿ���˿���и���ļӹ�Ҫ��ҲԽ��Խ�ߣ�Ҫ�����и�����ܹ������и��ͬʱ���и��Ҫ�нϸߵı��������ͳߴ羫�ȣ�����˿���и�ӹ�ʱΪ��֤��Ʒ������Ҳ�����˶���и������һ�β��ýϴ����������Թ������д��и�ڶ����ý�С����������Թ������о��ӹ�����������ʹ�þ����Թ���������ӹ���������˿���и���۸�������гɱ�Ҳ�ߣ�������˿���и���ļ۸���Ա��ˣ����з���Ҳ�ͣ���ˣ�����˿���и����ģ����������ҵ�еõ��˹㷺��Ӧ�á������Կ���˿���и���ӹ�ģΪ����������и���ڿ���˿���и�������������֤��ӹ����Ⱥ������ġ�
��������и��ʵʩ�Ļ�������
����DK7732�Ϳ���˿���и������ͨ��������ʹ�ö���и��ʱ�������������ʵ��������ʹ�ӹ����ģ�����ﵽҪ�������������£�
1����ͨ����ʹ�õ�˿�ܾ��Ƚϵͣ��ڻ������ʱ����һ������ʹ��Ʒ�ӹ���ľ�����������Ҫ����ˣ����뻻�ɴ�Ԥ�����Ĺ���˿�ܸ������ֹ���˿�ܸ�����Ĵ�������С������ƽ�����������������ڴ���һ����Ԥ������������˿�ܸ��˶�ʱ�ķ����϶����֤�˿���ϵͳ����̨��ͬ���ԡ�
2�������մɡ���ģ����˿�졣DK7732�Ϳ���˿���и��������ͨ��˿�죬���ڿ�ֱ��Ϊ13mm����ͼ2��ʾ��������˿ֱ������0.18mm����˿���Χ������ʱ�Ķ���Ҳ��������ÿ�Ϊ0.195mm�ġ���ģ����˿�죨��ͼ2��ʾ�����ɽ���������˿�Ķ�������λ�仯�����ڼ�С��Χ�ڣ�������������и��еĶ�λ����߶�λ���ȡ����ֵ�˿���ڰ�װʱҪע�Ᵽ֤����������˿���ͬ��ȣ�����У˿�������ϸ�У����

3�����緽ʽ�ĸĽ���DK7732�Ϳ���˿���и��������˿�ڵ��������������еķ�ʽ���磨��ͼ3��ʾ��������˿�ڸ��������з�������ʱ��ʹ��˿�뵼���֮��Ӵ����ȶ�����ɽ��粻�ȣ���˿�뵼��鴦�������λŵ磬����ʩ������˿�빤����������������Ӷ������и��ٶȣ��ŵ���ڵ��������и��ϸ�ۣ���ϸ�ۻῨ����˿��������˿�����������������˿�����ϼ��������ϡ����������ǰ�����뵼�����������ĵ�������Ϊ���������磬�����ֻ��֧�����ã��Ľ���ĵ�������ͼ4��ʾ��ͼ�й���10ͨ�����ɵ������뵼������Ӵ���������������ӽ�����1��ͭ��˿13������10���������ݸ����֣���˿�ڵ����Ͻ��磬�Ľ����������˽���·�ߣ�Ҳ��������˿�ĽӴ����ȣ�ʹ����ɿ����Ľ���Ľ��緽ʽ��ͼ5��ʾ��
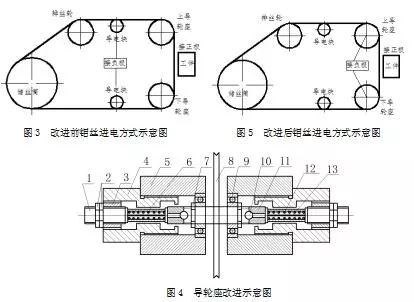
1-ͭ��������2-��ĸ��3-ͭ�˸ǣ�4-�������ף�5-��������6-���ܣ�7-��ĸ��8-���֣�9-��У�10-���飻11-����֧������12-���ɣ�13-ͭ��˿
�������ղ�����ѡ����
�ڸ������DK7732�Ϳ���˿���и���ϣ�ʹ�ö���и���и���ͼ6��ʾ��ģ�������и��������ɣ���˿·����ͼ7��ʾ����һ�δ��и�����1��2��3��4��5��6��7·�����ڶ��δ��и�����7��6��5��4��3��2��1·�����У������ξ��и�����1��2��3��4��5��6��7·����
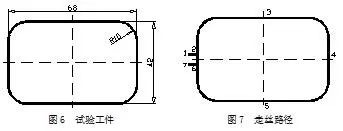
����ģ�и��������иΪ����ʵ�ֶ���и���뱣��һС������и��ͼ�е�2��6�������и�ֿ���ǿ������ס����ֹģ���������䣬Ȼ���ٰ�ͬ�����и�ն�2��6�ν����и�����֤ģ���ȡ�
1.��һ���и�ʱ���ղ�����ѡ�������
��һ���и�ʱ����ҪĿ���ǿ����ȶ��и�����ȥ�������ϵ���������ʹ������������ͼֽҪ���������������˿������϶����˿�ٶȵ�ѡ��ԭ���㷽�����£�
1�����������������Ǵ��иӦѡȡ�ϴ������������������������������������ķ�������֤���и�ƽ�����Ի�ýϺõ��и�Ч�����и����������3.2A���ҡ�
2���и�����˿������϶�ļ��㣺
ʽ�У�Ϊ��˿������϶��mm����Ϊ��һ���и�ʱ��ƽ���ŵ��϶��mm����Ϊ��˿ֱ����mm����ΪԤ�����ڶ����и�ļӹ�����mm����Ϊ��������mm����
�ڲ��ô�������������и������£���˿�빤����ķŵ��϶ԼΪ0.01mm�����µľ�������С���и�������Ҫȡ���ڹ����и��ı���ֲڶȡ����и�ʱģ�ı���ֲڶȿ�����3.2��Ԥ�����ڶ��ε��и�����0.05mm����˿ֱ����0.18mm��������˿�IJ�����϶��0.15mm��
3�����߷�ʽ�����ô�˿Ͳ������˿��ȫ��˿�����˶�����˿�������ٶȿ�����10.2m/s��
2.�ڶ����и�ʱ���ղ�����ѡ�������
�ڶ����и����ҪĿ�������һ�ε��и���沢ȷ�������ijߴ羫�ȣ���ˣ����и������ѡ��Ӧ�����Բ�ͬ��
1������������Ҫ�ﵽ���Ŀ�ģ�������ý�С������������������������������Ҫ�����Ǽ�С������������ѡ�ù�С����Ӱ���и��ٶȣ��ڼ��������Ч�ʵ�����£���������Ϊ12���и����Ϊ1.2A��������ʹ����ֲڶ�ֵ��1.6��
2���и�����˿�IJ�����϶���ڶ����и����Ҫ�����Ǿ����и��ʱ�ķŵ��϶�ȵ�һ�εĸ�С���ɿ�����0.005mm����Ԥ���������εľ��и�������С���ŵ��϶��Ԥ����֮���趨Ϊ0.02mm��������˿�IJ�����϶��0.115mm��
3����˿��ʽ���Խ���˿�ٵķ�����ʵ�����и����Ŀ�ģ�����˿����ɼ�С��˿�Ķ������������и��Ի��ڹ�����������һ�������ƣ���Ӧ��ȡ���г������и����˿�ٿ�����4m/s�������ɻ���������һ�����µ��и����ơ�
3.�������и�ʱ���ղ�����ѡ�������
�������и��Ŀ���Ǿ��ڶ����и����µĺۼ���ȷ����������ĴֲڶȺ;��ȷ���ͼֽҪ�����ھ����и�乤�ղ���Ҫ�����¡�
1�������������������ֲڶ�Ҫ�ﵽ0.4���ң�ֻ�о��и�ʱ���ܴﵽҪ������Ҫ��Сȡ4���ӹ�����������0.8A��
2���и�����˿�IJ�����϶�������ھ����и���õ�����������С����Ӧ�ķŵ��϶ҲС��ȡ0.005mm��������˿�IJ�����϶��0.095mm��
3����˿��ʽ��Ϊ�˱�֤ģ���и�Ⱥͱ���ֲڶȣ�ʹ������ĥ���Ĺ��շ�����˿�ٿ�����1.2m/s�������ó����г�������˿�������и��������Ƽ��ų���˿��ģ��ĵ�ʴ�
�ġ�������
ͨ����ģ�������ö���и�������и�ʱ���֣��ڶԿ���˿���и�������ʵ������ǰ���£��Թ���ʵʩ����и�������������������и���ǿ��еģ���Ҫ�����ּ����ƹ㵽ʵ��Ӧ���У����˶Ի������и����⣬��Ҫ��������˿���и��е���ġ�����Һ��Ũ�ȼ��ȡ�������϶�ȶ��и������;��ȵ�Ӱ�죬�Լ����и��в��ϵض��йز������������������
�ο����ף�
[1]������.���ص�����и�ӹ����ռ�Ӧ��[M].������������ҵ�����磬2010.
[2]����.������˿������и�ȼ������������о�[D].�Ͼ����Ͼ����պ����ѧ��2010.
[3]������.����DK7740P������и��������и��о�[J].��е��������죬2010��01��.
[4]������.dz�����и��еĴ��ڵ����⼰�Բ�[J].ģ�߹�ҵ,2002,10(3):56��56.
[5]������.������˿������и�ӹ��ж�˿����ĸ�����Ԥ��[J].ģ�߹�ҵ��2005,31(5):53��53.
����飺л������1964��-�����У����������ˣ���ʦ����Ҫ���»�е���췽��Ľ�ѧ��������ַ�����������к��챱·476��������������ְҵѧԺ�����绰��13100230272��




